Una herramienta importante en la caja de herramientas de mantenimiento centrado en la fiabilidad de un centro sanitario.
El mantenimiento predictivo (PdM), también conocido como mantenimiento basado en la condición (CBM), puede mejorar la fiabilidad de los equipos y sistemas de las infraestructuras sanitarias, al tiempo que reduce los costes de mantenimiento.
De hecho, el PdM o CBM puede ayudar a los profesionales de las instalaciones sanitarias a resolver problemas que tal vez ni siquiera sepan que existen.
Aunque la PdM es sólo un elemento de un programa global de mantenimiento centrado en la fiabilidad (RCM), es una herramienta muy importante en la caja de herramientas de RCM y un apoyo muy útil para las decisiones de RCM.
PdM y RCM
Cuando se habla de PdM, primero hay que considerar su lugar dentro de un programa general de RCM. El RCM se trató en un artículo de Rick Joslin en el sitio web de Health Facilities Management titulado «A journey toward reliability-centered maintenance» (Un viaje hacia el mantenimiento centrado en la fiabilidad), que formaba parte de una serie de artículos sobre gestión de activos de fiabilidad (para más información, véase el recuadro de recursos de la página 40).
En el artículo, Joslin describe la RCM como una estrategia que «exige a la organización reflexionar sobre todos los aspectos de la existencia de un activo: desde lo que se supone que debe hacer, hasta cómo debe hacerlo, cómo puede fallar (incluidas las formas ocultas), a qué afecta un fallo y qué se puede hacer para evitarlo».
En la actualidad, muchos centros sanitarios cuentan con programas de mantenimiento preventivo (MP) que consisten en listas de actividades (a menudo denominadas MP) que deben realizarse a intervalos fijados por calendario. A veces estos PMs se basan en prácticas anteriores, y a veces se basan en las recomendaciones del fabricante del equipo original (OEM).
CMS Tag A-0724 – «Instalaciones, suministros y equipos deben ser mantenidos para garantizar un nivel aceptable de seguridad y calidad», requiere que las instalaciones inspeccionen, prueben y mantengan todos los equipos para garantizar que son seguros, disponibles y fiables. Esto exige que las organizaciones sujetas a los requisitos de Medicare y Medicaid puedan demostrar el cumplimiento de la siguiente jerarquía de requisitos de inspección, prueba y mantenimiento, entre otros:
Leyes y reglamentos.
Recomendaciones del OEM tanto para las actividades como para las frecuencias relacionadas – si la organización no tiene en vigor un programa de mantenimiento alternativo de equipos (AEM) que cumpla con los Centros de Servicios de Medicare y Medicaid (CMS).
Requisitos de un programa AEM conforme con la etiqueta A-0724.
Si bien muchas organizaciones de atención de la salud creen que sus procesos históricos existentes de MP cumplen con las recomendaciones de OEM, es posible que algunas no puedan demostrar su cumplimiento durante las encuestas de acreditación. Esto se debe a que los procesos (actividades y frecuencias relacionadas) y los PM escritos en muchos casos se establecieron mucho antes de que CMS actualizara la etiqueta A-0724 el 20 de diciembre de 2013, o incluso su predecesora, la carta de Encuesta y Certificación 12-07-Hospital – Aclaración de los requisitos de mantenimiento de equipos hospitalarios, del 2 de diciembre de 2011.
El libro de 2014 de la American Society for Health Care Engineering (ASHE) titulado Maintenance Management for Health Care Facilities es referenciado por CMS Tag A-0724 como una fuente aceptable de orientación para las decisiones del Programa AEM.
Opciones presenciales
Muchas organizaciones sanitarias llevan años autorizando inspecciones periódicas en persona mediante ensayos no destructivos (END) de los equipos del entorno físico. Dos ejemplos sencillos son la prueba del aceite combustible del generador y la prueba del aceite del transformador de media tensión.
La prueba anual del aceite combustible del generador es obligatoria, y la prueba del aceite del transformador suele regirse por las recomendaciones de los fabricantes de equipos originales, la norma NFPA 70B de la Asociación Nacional de Protección contra Incendios, Prácticas recomendadas para el mantenimiento de equipos eléctricos, o las especificaciones de pruebas de mantenimiento para equipos y sistemas de energía eléctrica del Instituto Nacional Estadounidense de Normalización y la Asociación Internacional de Pruebas Eléctricas.
El enfoque de inspección y pruebas de PdM en persona se ha basado históricamente en actividades de inspección y pruebas de PdM programadas por el personal, en función del marco temporal, que pretenden proporcionar tiempo suficiente para planificar una parada y realizar actividades de mantenimiento para evitar el futuro fallo antes de que se produzca. La clave es que las actividades de inspección y pruebas programadas deben producirse con suficiente antelación a cualquier fallo potencial para permitir el tiempo de acción correctiva necesario para evitar ese futuro fallo.
Otro ejemplo sencillo de un proceso presencial frente a un proceso de instalación permanente es el requisito basado en el código relativo a las pruebas de los monitores de aislamiento de líneas (LIM), que se utilizan en los sistemas de alimentación de aislamiento que dan servicio a los quirófanos.
El código exige que estos dispositivos se prueben al menos una vez al mes accionando el interruptor de prueba LIM de acuerdo con la NFPA 99-2012, sección 6.3.2.6.3.6. Sin embargo, para los circuitos LIM con autoprotección automática, la prueba debe realizarse una vez al mes. Sin embargo, para los circuitos LIM con autocomprobación automatizada, sólo se requiere una prueba manual anual. Un requisito mensual manual en persona se convierte en un proceso automatizado, además de un requisito anual en persona con presumiblemente ningún impacto adverso en el rendimiento del equipo o la seguridad del paciente.
Termografía por infrarrojos (a veces denominada «escaneado por infrarrojos»). Algunos de los usos históricos más comunes de este tipo de END en organizaciones sanitarias han sido las pruebas de termografía por infrarrojos de equipos eléctricos (como transformadores, conmutadores, cuadros de distribución, tableros de distribución, interruptores de transferencia, generadores, cables y conexiones de cableado); equipos mecánicos (como equipos giratorios, cojinetes, purgadores de vapor, conductos y tuberías); y superficies exteriores de edificios, comúnmente conocidas como envolventes de edificios.
Los resultados de estas inspecciones programadas por termografía de infrarrojos pueden identificar indicadores de posibles fallos futuros de los equipos. Si se actúa a tiempo, estos indicadores pueden proporcionar oportunidades para evitar posibles fallos antes de que se produzcan daños u otras consecuencias adversas.
Control de estado por ultrasonidos. Otro ejemplo de END es el control de estado por ultrasonidos, que no es una tecnología nueva. Los sonidos ultrasónicos suelen recibirse a través del aire y de superficies sólidas. Las fugas en sistemas presurizados pueden detectarse con un dispositivo de exploración acústica por ultrasonidos. La tecnología de ultrasonidos también se utiliza para detectar situaciones estructurales, como las generadas por rodamientos o por válvulas con fugas.
Los defectos mecánicos en maquinaria rotativa, incluyendo condiciones de desequilibrio, un rodamiento a punto de agarrotarse u otros tipos de vibración o desalineación pueden detectarse con la monitorización acústica ultrasónica u otros tipos de analizadores de vibraciones. La recopilación y el análisis de datos de vibración asociados a la maquinaria rotativa también se utilizan para detectar defectos en los componentes y permitir la mitigación de fallos pendientes de la maquinaria rotativa para generadores, motores, ventiladores, unidades de tratamiento de aire y otros.
Además, las fugas de gases y líquidos pueden producir una amplia gama de sonidos que pueden ser captados por la monitorización ultrasónica. A medida que comienzan a producirse cambios sutiles en los equipos mecánicos, la naturaleza direccional de los ultrasonidos permite detectar a tiempo estas posibles señales de advertencia antes de que se produzca un fallo real.
Sin embargo, los equipos mecánicos no son los únicos que pueden beneficiarse de la supervisión por ultrasonidos. Por ejemplo, los equipos portátiles de control por ultrasonidos se utilizan desde hace varias décadas para detectar posibles fallos en equipos eléctricos de media tensión. Las emisiones eléctricas, como el arco eléctrico, el rastreo o la corona, también producen una amplia gama de sonidos. Con un equipo de supervisión eficaz, los componentes ultrasónicos de estos sonidos suelen ser direccionales y localizados, lo que facilita el aislamiento de estas señales y la detección de sus fuentes.
Control de descargas parciales (DP). La monitorización de descargas parciales, también llamada «prueba de descarga eléctrica» o «prueba corona», es otro proceso muy útil para evaluar el estado de los sistemas eléctricos e incluso de los motores eléctricos. La descarga parcial, que actúa como una pequeña chispa en el interior o en la superficie del aislamiento eléctrico, es un indicador adelantado de un posible problema de aislamiento. La actividad de la descarga parcial que se acelera rápidamente puede provocar un fallo total del aislamiento. La descarga parcial puede producirse en entrehierros, huecos, cavidades, separadores, soportes, huecos dentro del aislamiento del conductor y otros lugares.
En la actualidad, la mayor parte de la supervisión de descargas parciales en instalaciones sanitarias se realiza durante actividades de inspección y pruebas programadas. Aunque las inspecciones y pruebas de DP periódicas en persona pueden proporcionar resultados importantes, las ventajas de los sistemas de monitorización de DP instalados pueden proporcionar resultados más eficaces.
Los equipos de monitorización de descargas parciales instalados suelen ser más sensibles que los portátiles, y también comprueban e informan sobre el estado de los equipos monitorizados. Dado que las mediciones de descargas parciales se basan tanto en las condiciones de funcionamiento del sistema eléctrico como en el entorno de los equipos relacionados, es probable que un sistema en línea proporcione resultados más fiables que un sistema fuera de línea.
Los análisis de descargas parciales pueden detectar muchos problemas pendientes dentro de la aparamenta eléctrica, como descargas en espacios de aire, rastreo de superficies, chispas dentro de huecos de aislamiento, problemas de aislamiento en terminaciones de cables, problemas de aislamiento en equipos conectados, conexiones eléctricas deficientes, defectos en transformadores de potencial o transformadores de corriente, y problemas con conductos de bus de entrada (secciones de busway).
Fallo del equipo
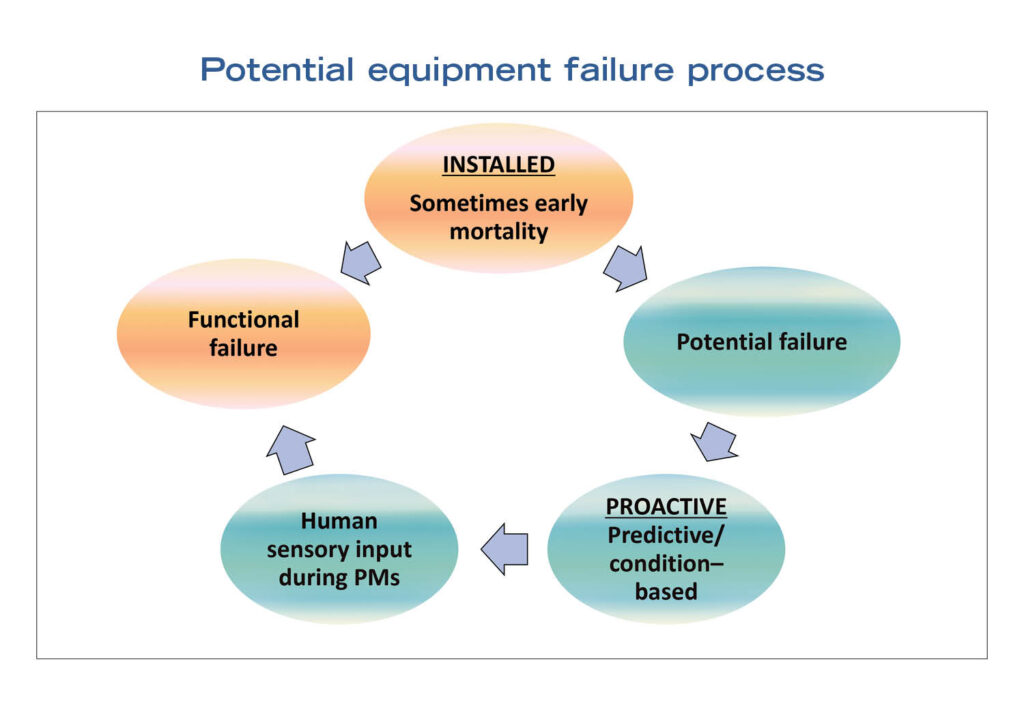
El enfoque visual más sencillo suele conocerse como curva P-F, en la que P representa un punto en el que puede producirse un «fallo potencial» (lo que significa que el proceso de fallo puede comenzar en cualquier momento pero no ha concluido), y F representa el punto en el que el equipo en cuestión ha «fallado funcionalmente» (lo que significa que ya es demasiado tarde).
Se han realizado numerosos estudios, publicaciones y gráficos sobre los patrones de fallo de los equipos y las correspondientes versiones individuales de las curvas P-F. Una búsqueda en Internet puede facilitar el acceso a esas fuentes.
La mayoría de las curvas P-F difieren entre sí. Sin embargo, suele haber cierto grado de similitud entre muchas de las variaciones. Por ejemplo, el estado del equipo suele ser el más alto al principio de la curva y el estado del equipo es el más alto posible. (A veces surgen problemas justo después de la instalación o justo después de las reparaciones, y a veces no).
Después, transcurrido un cierto tiempo, puede producirse el fallo potencial. Esto significa que el proceso de fallo puede iniciarse en poco tiempo. Algunas cosas son simplemente impredecibles, y por eso los profesionales de las instalaciones miden y sondean con los recursos técnicos de los dispositivos PdM.
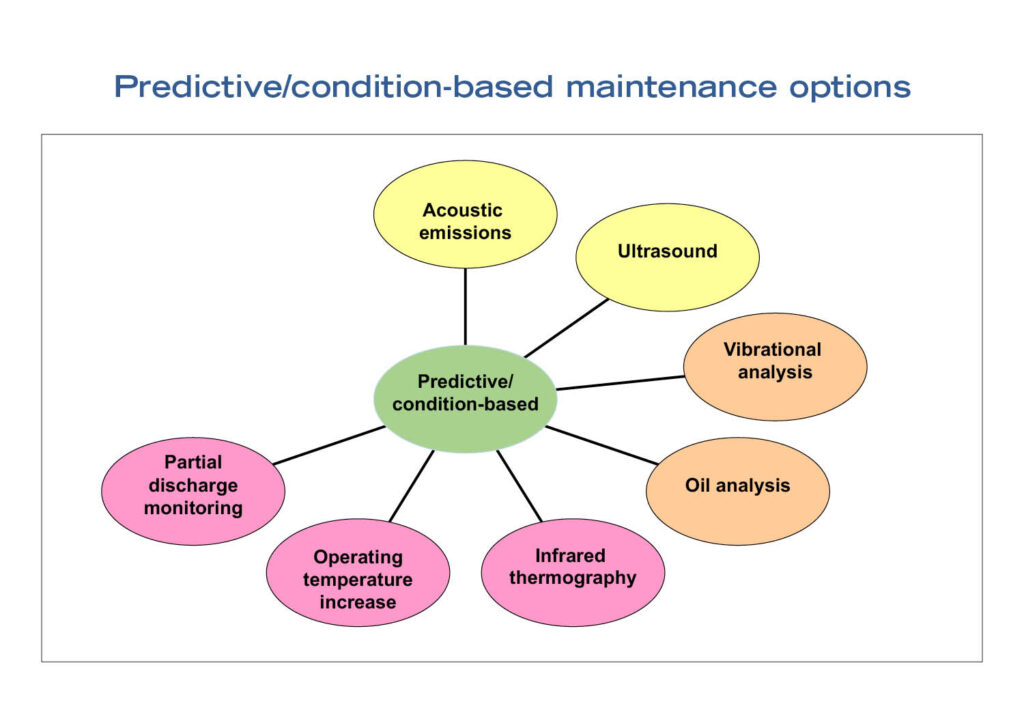
A continuación viene lo que algunos podrían llamar una parte predictiva de la curva P-F. Puede que el fallo potencial ya se haya producido, pero puede que aún no se sepa, a menos que el profesional de las instalaciones haya sondeado con eficacia. Una o varias de las siguientes herramientas pueden detectarlo, dependiendo de la tecnología que se utilice y de las opciones de aplicación, como las emisiones acústicas y los ultrasonidos (ya comentadas), el análisis de vibraciones (cambios en las vibraciones), el análisis del aceite (restos de desgaste en el aceite), la termografía por infrarrojos, el aumento de la temperatura de funcionamiento y la supervisión de las descargas parciales.
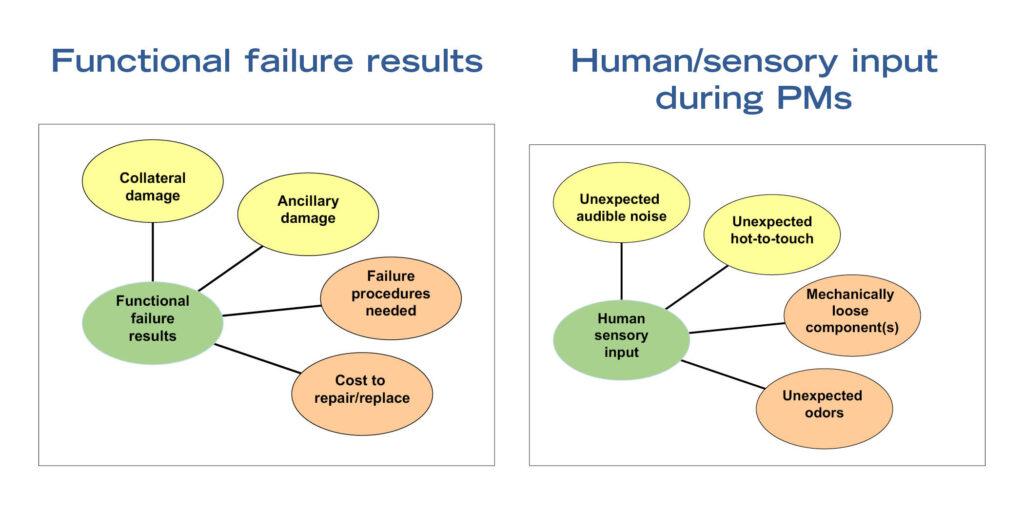
Después de esto, en ausencia de equipos y procesos de PdM (ya sean de accionamiento manual o montados y en funcionamiento de forma permanente), los profesionales de las instalaciones pueden haber programado algún PM de forma oportuna y son capaces de determinar lo siguiente a través de la entrada sensorial humana, aunque el equipo parezca seguir funcionando hasta cierto punto: (1) hay un ruido audible procedente del equipo que no debería estar allí; (2) el equipo está caliente al tacto y más caliente de lo experimentado anteriormente; (3) alguna parte del equipo está mecánicamente suelta; (4) algo huele mal en el espacio del equipo; y (5) cualquier otra cosa que no parezca correcta.
Considerar las opciones
Los profesionales de las instalaciones deben considerar sus opciones de PdM disponibles y asignar las opciones (aplicaciones presenciales o aplicaciones instaladas permanentemente) que mejor apoyen sus decisiones de RCM para cada activo al que planeen asignar PdM.
La comprensión de los modos de fallo más probables de los equipos considerados para PdM debería ser un factor importante en las elecciones de PdM. Si los profesionales de las instalaciones quieren empezar por su inventario de equipos de servicios públicos, primero deben asegurarse de que está actualizado y es preciso.
Además, deben considerar cuidadosamente qué tecnologías van a utilizar y dónde. Los distintos sistemas y equipos pueden tener modos de fallo muy diferentes, y las opciones tecnológicas pueden ser muy importantes.
Por último, los profesionales de las instalaciones deben aprovechar las opciones ya existentes: es posible que ya dispongan de una parte de un sólido proceso de PdM presencial para algunos equipos o sistemas importantes.
Otros problemas de mantenimiento que pueden beneficiarse del PdM
Además de los ejemplos comentados en el artículo principal, existen muchos otros problemas de mantenimiento imprevistos en los centros sanitarios que pueden remediarse utilizando técnicas de mantenimiento predictivo (PdM). Entre ellos se incluyen los siguientes:
Análisis de la firma eléctrica (ESA) de los motores. El ESA utiliza datos históricos y nuevos. Estas entradas incluyen análisis de maquinaria (vibración), análisis de espectro del contenido de frecuencia de una señal de dominio temporal y análisis de frecuencia de formas de onda temporales. ESA utiliza la tensión de alimentación y la corriente de funcionamiento de un motor para identificar fallos existentes y en desarrollo en todo el sistema del motor. Estas mediciones actúan como transductores y cualquier interrupción en el sistema del motor hace que la corriente de alimentación del motor varíe (o module).
Inspección y pruebas PdM en persona de condensadores de bus de variadores de frecuencia (VFD). Los condensadores de bus VFD tienen una vida útil limitada. Pueden fallar, y a veces fallan, dentro de la vida útil prevista. La vida útil prevista sólo puede utilizarse como orientación general debido a las condiciones que pueden reducir la vida útil real de los condensadores por debajo de la vida útil prevista. La sobretemperatura, la sobretensión, la sobrecorriente, el montaje o sujeción inadecuados, las conexiones de los terminales, el desgaste electromecánico y la vida útil son condiciones que pueden reducir la limitada vida útil de los condensadores de bus VFD que envejecen más rápido que los componentes secos. La sobretemperatura por sí sola reduce drásticamente la vida útil de los condensadores de bus.
Inspección y pruebas PdM en persona de condensadores de sistemas de alimentación ininterrumpida (SAI). Los condensadores y las baterías son los componentes del SAI considerados más propensos a averiarse. Los condensadores envejecen con el tiempo, lo que reduce su rendimiento. El calor o la corriente excesivos pueden acelerar el deterioro. Algunos condensadores tienen una vida útil de hasta 10 años en condiciones de funcionamiento favorables. Aparentemente, no es infrecuente sustituir los condensadores entre los cuatro y los ocho años para reducir el riesgo de averías.
Se ha informado de que los modos de fallo comunes de los condensadores son la corriente excesiva, el uso excesivo (también llamado sobrecarga) y/o el calor excesivo. La inspección y las pruebas de PdM rutinarias recomendadas en persona incluyen inspecciones para detectar fugas de aceite, deformaciones, cables chamuscados conectados al condensador, salientes quemados de la tapa de la válvula, aumento pequeño (o mayor) de la temperatura y la capacitancia del condensador. Las actividades de PdM incluyen inspección visual, imágenes térmicas y uso de un medidor de capacitancia.
David L. Stymiest, PE, CHFM, CHSP, FASHE, is a senior consultant at Smith Seckman Reid, Nashville
David L. Stymiest PE, CHFM, CHSP, FASHE FASHE